MÁQUINA PARADA POR FALHA NO SPINDLE?
Vibração excessiva na usinagem, Perda de força na ferramenta, Aquecimento nos rolamentos, Alarme no drive. Nós resolvemos o problema do seu eixo árvore com precisão milesimal, laudo técnico e ensaio de bancada.

MANUTENÇÃO DE SPINDLE CNC | CONSERTO DE ELETROMANDRIL | REPARO DE EIXO ÁRVORE
- Troca de rolamentos de super precisão
- Retífica de cone ISO/BT/HSK
- Manutenção de drawbar
- Troca de molas prato Belleville
- Reparo de pinças
- Centro de Usinagem CNC
- Torno CNC
- Retífica de 5 Eixos
- Spindle Tracionado por Correia
- Eletromandril de Alta Rotação
- Marcas: Haas, Romi, Mazak, DMG Mori, HSD, Kessler, Omlat, Weiss
- Balanceamento dinâmico Classe G 2.5
- Aferição e correção de runout
- Amaciamento controlado (run-in)
- Laudo técnico de spindle
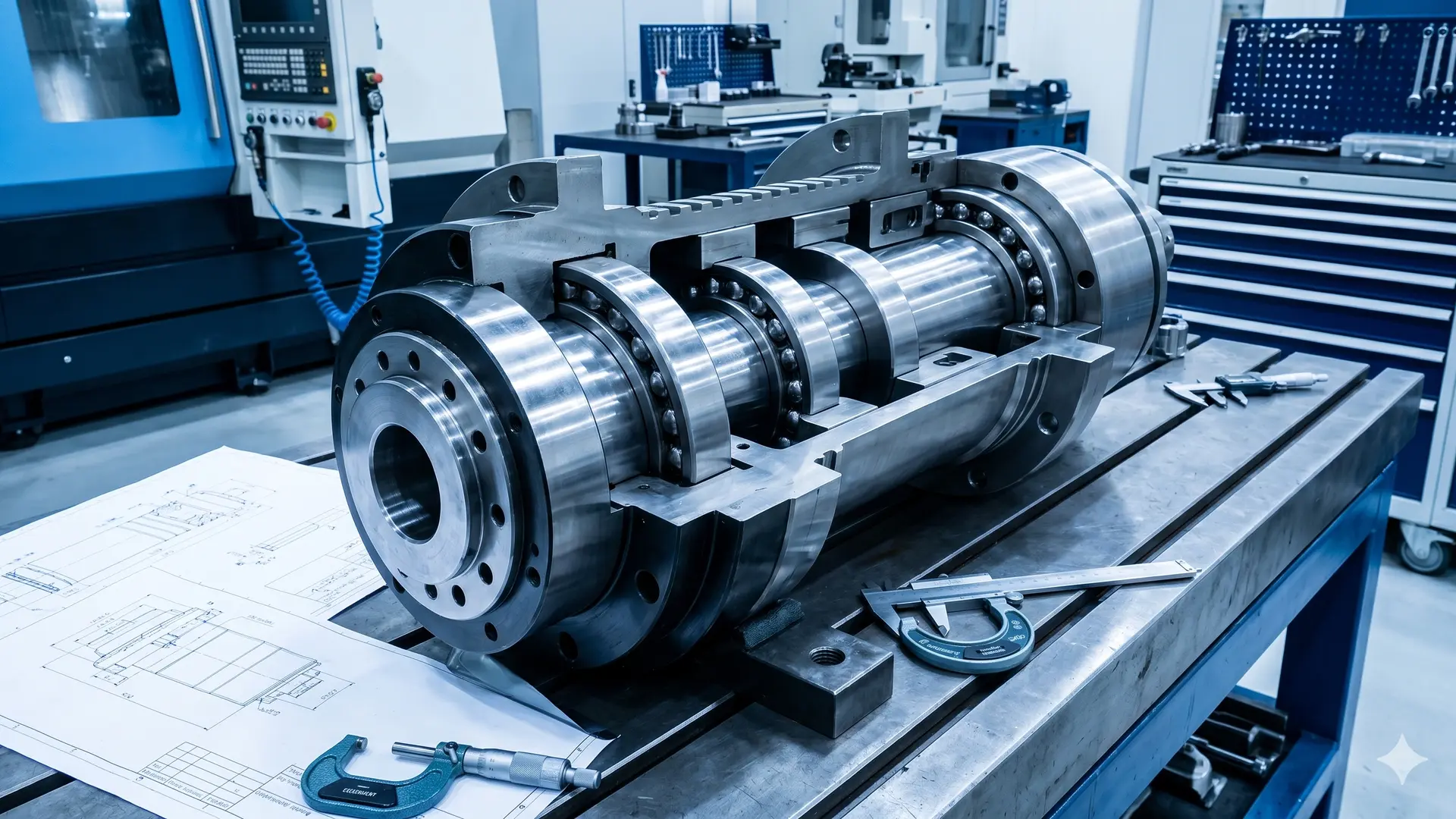
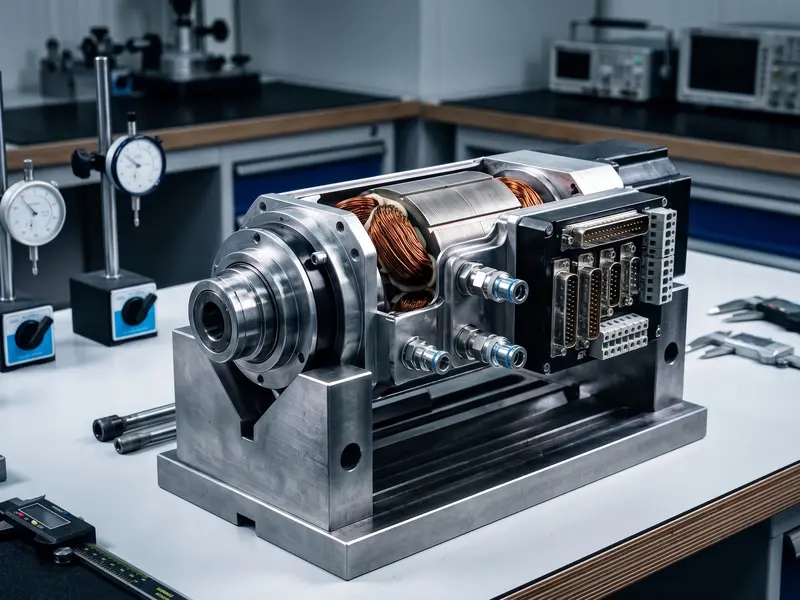
METODOLOGIA DE MANUTENÇÃO AVANÇADA
A confiabilidade de um fuso mecânico ou eletromandril depende diretamente do rigor metrológico aplicado na sua montagem. Nosso laboratório executa a descontaminação completa, seguida de inspeção dimensional dos assentos. O ajuste do preload (pré-carga) dos rolamentos de super precisão é calibrado para garantir a máxima rigidez dinâmica e evitar a deflexão da ferramenta durante a usinagem pesada. Todo o conjunto passa por aferição geométrica de runout do cone (ISO, BT, HSK) e balanceamento dinâmico em bancada (Classe G 2.5), eliminando frequências de vibração que causam o desgaste prematuro das pastilhas e o acabamento ruim na peça usinada.